






缝纫机
发展历程
世界发展
18世纪中叶工业革命后,纺织工业的大生产促进了缝纫机的发明和发展。有载1755年德国人在英国注册缝纫机专利但缺乏考据,1790年,英国木工托马斯·山特(Thomas Sainty)首先发明了世界上第一台先打洞、后穿线、缝制皮鞋用的单线链式线迹手摇缝纫机。1841年,法国裁缝B·蒂莫尼耶(Barthelemy Thimonnier)(又译巴特勒米·迪莫尼耶)发明和制造了机针带钩子的链式线迹缝纫机。1845年,伊莱亚斯·豪(又译埃利阿斯·霍威)也独立地发明了缝纫机,
伊莱亚斯·豪
1851年,美国机械工人I.M.胜家〔又译列察克·梅里特·胜家〕发明了锁式线迹缝纫机,并成立了胜家公司。这一时期的缝纫机基本上是手摇式的。
1859年,胜家公司发明了脚踏式缝纫机。从托马斯.爱迪生发明了电动机后,1889年,胜家公司又发明了电动机驱动缝纫机。从此开创了缝纫机工业的新纪元。
1940年,瑞士爱尔娜公司发明了采用筒式底版铝合金铸机壳、内装电动机的便携式家用缝纫机。1950年以后,进一步发展了家用多功能缝纫机。
建立于1851年的胜家公司是美国最早开始生产缝纫机的公司,当时,缝纫机的产量仅次于时钟。1870年,美国生产缝纫机的公司有69家,1871年,美国缝纫机年产量为70万台。到1891年,胜家公司已累计生产1000万台缝纫机。可以说,在较长时间内,胜家公司基本上垄断了世界缝纫机的生产。
二次世界大战以后,原西德、意大利以及日本缝纫机工业发展很快,欧洲各国除仍然生产高档传统家用缝纫机的公司以外,大多企业开始生产工业用缝纫机。在此时期,日本缝纫机企业在政府的资助下,开始生产廉价的缝纫机,并销往美国及世界各地。
70年代初期,工业先进国家的家用缝纫机市场已趋饱和,企业,在劳动力成本不断提高的情况下,也不得不转向生产工业用缝纫机,而韩国特别是抓住了在中国台湾的机会, 使得缝纫机工业崛起, 生产中、低档缝纫机并投入国际市场。
中国发展
世界缝纫机行业经历了由欧洲、美国向日本、韩国、中国台湾、新加坡的转移后,自上世纪90年代初开始向中国全面转移,21世纪初全球已有70%以上的缝纫机产量在中国。但是,国内70%-90%的高端机市场被日本、德国企业所占领。而在中低端缝纫机产品上,世界缝纫机产业已经完成了向中国转移,产业转移逐步向中高端产品延伸。随着缝纫机械制造行业竞争的不断加剧,大型缝纫机械制造企业间并购整合与资本运作日趋频繁,国内优秀的缝纫机械制造企业愈来愈重视对行业市场的研究,特别是对产业发展环境和产品购买者的深入研究。正因为如此,一大批国内优秀的缝纫机械品牌迅速崛起,逐渐成为缝纫机械制造行业中的翘楚!
1869年,洋务派代表人物李鸿章访问英国,归国时带回了一架镀金胜家缝纫机,作为礼物送给慈禧太后。当时,英国媒体还报道了此事。
所能找到的缝纫机最早进入中国市场的资料是一则广告。1872年12月14日,《申报》刊登了一则晋隆洋行“成衣机器出售”启事。启事中说:“新到外国缝纫机数辆,每辆洋价50两,欲购请来本行接洽。”而当时这家洋行经销的就是美国胜家公司(当时叫做辛格公司)产品。
近代著名思想家、政论家王韬曾经对这种机器做过描述。当时他的邻居是位美国人,其家里就有一台胜家缝纫机,1875年王韬写道:“家有西国缝衣奇器一具,运针之妙,巧捷罕伦。上有铜盘一,衔双翅,针下置铁轮,以足蹴木板,轮自旋转,手持绢盈丈,细针密缕,顷刻而长。”
1880年左右,胜家公司在上海南京路(今南京东路446号)设立了上海丰公司。为了推销产品,公司以较高的报酬雇用中国女工,经培训后让她们带上缝纫机沿街表演,向市民介绍缝纫机的操作方法,很快胜家缝纫机就在上海成为众所周知的先进制衣机器。
在很长一段时间内,胜家几乎成为缝纫机的代名词,它也是较早进入中国的西方工业产品之一。在中国,最早的时候缝纫机被叫做“铁车”、“洋机”、“针车”等。末代皇帝溥仪曾送给皇后婉容一台胜家缝纫机,可见当时它在中国还是一件稀罕物。
1905年,上海首先开始制造缝纫机零配件,并建立了一些零配件生产小作坊。
1928年,由上海协昌缝纫机厂生产出了第一台44-13型工业用缝纫机。同年,上海胜美缝纫机厂也生产出第一台家用缝纫机。
1949年以前,整个旧中国缝纫机产量很低,年产量不足4000台,当时的缝制设备市场主要由美国胜家公司垄断。
1949年,新中国成立以后,缝制机械工业得到了充分的发展,行业经历了改组、改造阶段,公私合营、兼并合作,进行了合理的分工,形成了一批骨干企业:如上海的切、昌、惠工、飞人、蝴蝶和天津缝纫机厂以及广州的华南缝纫机厂等缝纫机生产厂家,主要生产普通家用缝纫机和低档工业用缝纫机。
缝纫机的部件
20世纪50年代末,轻工行业对家用缝纫机实行了通用化、标准化,统一了设计图纸,提高零部件的兼容性,使缝纫机生产企业不断增多,并根据需要开发了葵扇、医疗手术、羽毛球、自行车轮胎和帘子布拼接等特殊用途的缝纫机。据统计截至1980年全国共有缝纫机生产企业56家,分布在22个省、市。截至1982年,我国缝纫机的产量达到1286万台,居世界第一位。
到80年代中期,随着市场和消费结构的不断调整,缝制设备的产品结构在中低速工业缝纫机的基础上向着高速化、系列化方向发展,电子、电脑技术也在缝纫机上得到广泛的应用。与此同时,我国还完成了零部件配套系统建立,构建了庞大的缝纫机销售网点。部分缝机企业在引进了国外技术后,对先进技术进行消化吸收。
90年代初期,国际著名企业陆续进入中国,在国内设立了合资企业和独资企业。
90年代后期,民营企业开始崛起,产业结构的大调整促进了行业的大发展,总体上形成了以上海、江苏、浙江、陕西、天津和广州等6大产区和基地。
截至2004年,我国缝纫机整机制造厂达600多家,零配件生产厂家达1000多个,年生产量为1400.8万台,生产总值约280亿元,品种近千个,已经成为世界上主要缝制机械生产国家之一。
缝纫机的类别按照缝纫机的用途,可分为家用缝纫机、工业用缝纫机和位于二者之间的服务性行业用缝纫机;按驱动方式可分为手摇、脚踏及电动缝纫机;按缝制的线迹可分为仿手缝线迹、锁式线迹、单线链式线迹、双线或多线链式线迹、单线或多线包边链式线迹和多线覆盖链式线迹缝纫机。
缝纫机种类
家用缝纫机
初期时,基本上都为单针、手摇式缝纫机,后来发明了电驱动的缝纫机,一直成为市场上的主流。按其机构和线迹形式来划分,则大致可归纳为JA型、JB型、JG型、JH型。下图为家用缝纫机的一种——JG型家用电子多功能缝纫机。
工业缝纫机
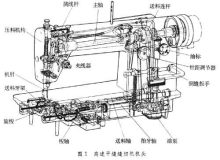
工业用缝纫机中的大部分都属于通用缝纫机,其中包括平缝机、链缝机、绗缝机、包缝机及绷缝机等,而平缝机的使用率最高。
组成部件
一般缝纫机都由机头、机座、传动和附件四部分组成。
机头是缝纫机的主要部分。它由刺料、钩线、挑线、送料四个机构和绕线、压料、落牙等辅助机构组成,各机构的运动合理地配合,循环工作,把缝料缝合起来。
机座分为台板和机箱两种形式。台板式机座的台板起着支承机头的作用,缝纫操作时当作工作台用。台板有多种式样,有一斗或多斗摺藏式、柜式、写字台式等。机箱式机座的机箱起着支承和贮藏机头的作用,使缝纫机便于携带和保管。
缝纫机的传动部分由机架、手摇器或电动机等部件构成。机架是机器的支柱,支承着台板和脚踏板。使用时操作者踩动脚踏板,通过曲柄带动皮带轮的旋转,又通过皮带带动机头旋转。手摇器或电动机多数直接装在机头上。
缝纫机的附件包括机针、梭心、螺丝刀、油壶等。
机器分类
缝纫机的分类方法很多,比较普遍的是按线迹和用途区分。缝纫机的线迹可归纳为锁式线迹和链式线迹两类。锁式线迹最为常见,它由两根缝线组成,像搓绳那样相互交织起来,其交织点在缝料中间。从线迹的横截面看,两缝线像两把锁相互锁住一样,因而称为锁式线迹。这种线迹用在收缩率小的棉、毛织物或皮革等缝料,正面和反面形状相同,如同一条虚线。线迹分布密实,缝纫的牢度一般超过手工缝纫。
链式线迹是由缝线的线环自连或互连而成,常用的有单线链式、双线链式和三线包缝线迹。这种线迹的特点是线迹富有弹性,能随缝料一起伸缩而不会崩断缝线,适用于线制弹性织物的服装或包缝容易松散的制品和衣坯等。
另外,缝纫机按照用途可分为家用、工业用、服务性行业用机器,按驱动形式还可以分为手摇缝纫机、脚踏缝纫机、电动缝纫机
缝合原理
就像汽车一样,大多数缝纫机的基本原理都是相同的。汽车的核心是内燃机引擎,缝纫机的核心是线圈缝合系统。
线圈缝合方法与普通手工缝纫差异很大。在最简单的手工缝合中,缝纫者在针尾端的小眼中系上一根线,然后将针连带线完全穿过两片织物,从一面穿到另一面,然后再穿回原先一面。这样,针带动线进出织物,把它们缝合在一起。
虽然这对手工来说非常简单,但是要用机器进行牵拉却极其困难。机器需要在织物的一边释放针,然后在另一边即刻再次抓住它。然后,它需要把松散的线全部拉出织物,调转针的方向,然后反方向重复所有步骤。这一过程对一个简单的机器来说太复杂了,并且不实用,而且即使对手工来说,也只有用较短的线时才好用。
相反,缝纫机只需将针部分穿过织物。在机针上,针眼就在尖头的后面,而不是在针的尾端。
针固定在针杆上,针杆由电机通过一系列的齿轮和凸轮(稍后会详细介绍)牵引做上下运动。
当针的尖端穿过织物时,它在一面向另一面拉出一个小线圈。织物下面的一个装置会抓住这个线圈,然后将其包住另一根线或者同一根线的另一个线圈。在下面两节中,我们将会看到这个系统究竟是如何工作的。
最简单的线圈缝合是链式缝合。若要缝出链式缝合,缝纫机会在线的后面用相同长度的线打环。织物位于针下面的一块金属板上,用压脚固定。每次缝合开始时,针穿过织物拉出一个线圈。一个做线圈的装置在针拉出前抓住线圈,该装置与针同步运动。一旦针拉出织物,送布牙装置(稍后介绍)就会将织物往前拉。
当针再次穿过织物时,新的线圈将直接穿过前一个线圈的中间。做线圈的装置会再次抓住线,围绕下一个线圈做线圈。这样,每个线圈都会把下一个线圈固定到位。
链式缝合的主要优点是可以缝得非常快。但是,它不是特别地结实,如果线的一端松开,可能整个缝纫会全部松脱。大多数缝纫机使用一种更结实的缝线,叫做锁缝。您可以在下面的动画中了解典型的锁缝装置的工作原理。
锁缝装置最重要的元件是摆梭钩和线轴组件。线轴就是放在织物下面的一卷线。它位于摆梭的中央,后者在电机的带动下旋转,与针的运动同步。
与链式缝合相同,针穿过织物拉出一个线圈,在送布牙向前移动织物的同时它再次升起,然后将另外一个线圈套入。不过,这种缝合机制不是将不同的线圈连接在一起,而是将它们与从线轴上松开的另一段线连接起来。
当针将线套入线圈时,旋转的摆梭用钩针抓住线圈。随着摆梭的旋转,它围绕来自线轴的线拉出线圈。这使得缝合非常结实。
这种旋梭,也是经过直梭演变而来的。
缝纫机的线圈缝合原理由直梭演进到旋梭,就进入了成熟期。
机器保养
清理方法
(1)送布牙的清理:拆下针板和送布牙之间的螺钉,清除布毛、灰尘,并加少量缝纫机油。
(2)梭床的清理:梭床是缝纫机工作的核心,也是最容易出现故障的地方,因此,要经常清除污物并加少量缝纫机油。
(3)其它部位的清理:缝纫机的表面和面板内的各部位都应经常清扫,保持干净。
缝纫机的加油润滑方法:
(1)加油部位:机头上的各个油孔、润滑上轴以及上轴相连的部件;面板内的部件及各部件连接的活动部件;润滑压脚杆和针杆以及与其相连的部件;机器板部件的活动处擦净并少加些油。
(2)保养缝纫机应注意事项:工作完毕后,将机针插入针孔板内,抬起压脚,还要用机罩盖机头,以防尘屑侵入;开始工作时,先检查主要机件,踏起来轻重情况如何, 有无特殊声音,机针是否正常,等等,如发现不正常现象,应及时检修;机器使用相当长时间后,要进行一次大修,如发现磨损较大的零件,要更换新的。
加油润滑
必须使用专用的缝纫机油。缝纫机连续使用一天或几天后就应该全面加一次油,如果在使用之间加油,应使机器空转一转时间,使油充分浸润并甩出多余的油,再用干净的软布将机头和台面擦干净,以免弄脏缝料。然后穿线缉缝碎布,利用缝纫线的运动擦净,甩出多余的油迹,一直到碎布上没有油迹为止,再进行正式缝制。
加油部位
(1)机头上的各个油孔,润滑上轴以及上轴相连的部件。
(2)面板内部的部件及各部件连接的活动部件。润滑压脚杆和针杆以及与其相连的部件。
(3)机器板部件的活动处擦净并少加些油。
各加油孔与加油部位的加油量不必过多,一二滴就行。
保养
其次,保养缝纫机还应注意以下几点:
1.工作完毕后,将机针插入针孔板内,抬起压脚,还要用机罩盖机头,以防尘屑侵入。
2.开始工作时,先检查主要机件,踏起来轻重情况如何,有无特殊声音,机针是否正常等等,如发现不正常现象,应及时检修。
3.机器使用相当长时间后,要进行一次大修,如发现磨损较大的零件,要更换新的。
常见问题
①衣料走动不规则
在使用缝纫机缝制衣料过程中,有时出现衣料运动速度不均匀,针迹时长时短的不规则现象。衣料走动全靠送布牙和压脚的配合向前输送,因此,当衣料出现上述不规则运动时,就可以断定,是牙齿和压脚发生了故障或压力调节不当。例如压脚压力太小。压不紧布料,就会造成走动不规则。这时只要把调压螺丝向下旋动,以压紧衣料。压脚太高,无法压住衣料,也会造成衣料任意走动,或者根本不走动,调整时先把压脚扳手抬起,松开导架螺丝,再把压脚杆由上向下打动,使压脚与针板的距离调整到7-8毫米的高度以后,随即把螺丝拧紧,再开车使用。
还有一种原因,是由于牙齿螺丝松动,运转时造成牙齿左右摇动,使衣料也不能有规则地向前移动。处理方法是将针板卸下来。把两个牙齿螺丝拧紧。拧紧后把针板安装好,检查一下牙齿两边,是否一与针板槽的边沿发生磨擦,如有磨擦,会引起杂音和机重现象,这时只有再卸去针板,松开牙齿螺丝,把牙齿位置调整到针板槽的中间,拧紧牙齿螺丝以后,再装好针板。
②衣料不向前走
衣料的走动全靠牙齿传送。当出现衣料根本不走动时,只有在牙齿上找毛病。如果牙齿位置过低,衣料就不可能向前移动。调整时先把机头扳起,将抬牙曲柄螺丝松开,再将牙架处用螺丝刀轻轻抬动,使送布牙向。上露出针板0.8-1毫米即可。就是牙齿高低的标准尺寸,只要调整到这个位置,衣料就可以正常走动。最后把螺丝拧紧。在拧螺丝的时候.同样要把机头扳起来。
③衣料来回走
缝制衣料的时候,往往还会出现衣料来回走动,也就是向前走一步,又向后退一步的现象。这是由于送布牙太高造成的,牙齿露出针板的平面过高,牙齿始终露在针板外面往复运动,导致衣料来回走动。调整时把抬牙曲柄螺丝松开,将牙齿用螺丝刀向下轻压,使送布牙降低到标准高度,即牙齿露出针板0.8-1毫米的尺寸,然后拧紧曲柄螺丝。
④衣料向后退
在缝制工作中有时出现衣料不向前走动,反而向操作者方向移动,即衣料向后退。产生这种故障是由于上轴曲拐与凸轮偏心螺丝的角度不对。牙齿所以能够有节奏地向前移动.完全是靠送布凸轮的拨动。因凸轮本身是偏心的。所以使牙叉前后拨动,而牙叉又带动送布轴和牙架,促使牙齿前后往复运动。由此可见,凸轮的偏心位置是非常重要的。
上轴曲拐与凸轮螺丝的标准角度。只要把凸轮螺丝与上轴曲拐的夹角调到260-300的位置,衣料就不会向后退了。
调整时,把机头后盖向下扳开,就可看见送布凸轮,把螺丝刀插入机壳内部,将送布凸轮螺丝松开,然后把螺丝拨到与上轴曲拐成260-300的位置,再拧紧凸轮螺丝。
图片

一部缝纫机

缝纫机的机头
缝纫机运作流程
免责声明:以上内容版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。感谢每一位辛勤著写的作者,感谢每一位的分享。


- 有价值
- 一般般
- 没价值















推荐阅读




关于我们

APP下载


